
Aké nové požiadavky kladie čoraz vyspelejší bezolovnatý proces na reflow pec?
Analyzujeme z nasledujúcich hľadísk:
l Ako dosiahnuť menší bočný teplotný rozdiel
Pretože okno procesu bezolovnatého spájkovania je malé, kontrola bočného teplotného rozdielu je veľmi dôležitá.Teplota pri spájkovaní pretavením je vo všeobecnosti ovplyvnená štyrmi faktormi:
(1) Prenos horúceho vzduchu
Všetky súčasné bežné bezolovnaté pece s pretavením využívajú 100% úplné teplovzdušné vykurovanie.Pri vývoji reflow pecí sa objavili aj spôsoby infračerveného ohrevu.V dôsledku infračerveného ohrevu je však infračervená absorpcia a odrazivosť rôznych farebných zariadení rozdielna a tieňový efekt je spôsobený blokovaním susedných originálnych zariadení.Obe tieto situácie spôsobia teplotné rozdiely.Bezolovnaté spájkovanie má riziko vyskočenia z procesného okna, preto bola technológia infračerveného ohrevu postupne eliminovaná v spôsobe ohrevu pretavovacej pece.Pri bezolovnatom spájkovaní je potrebné zdôrazniť efekt prenosu tepla.Najmä v prípade pôvodného zariadenia s veľkou tepelnou kapacitou, ak nie je možné dosiahnuť dostatočný prenos tepla, rýchlosť ohrevu bude samozrejme zaostávať za rýchlosťou ohrevu zariadenia s malou tepelnou kapacitou, čo vedie k bočnému rozdielu teplôt.Pozrime sa na dva režimy prenosu horúceho vzduchu na obrázku 2 a obrázku 3.
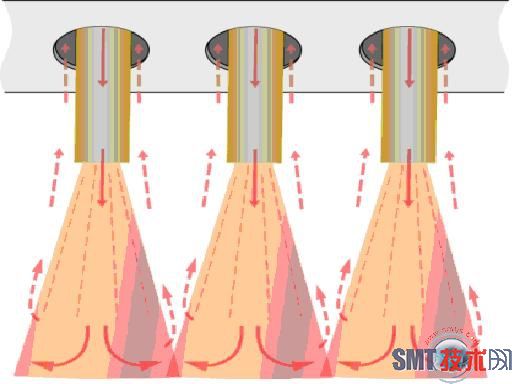
Obrázok 2 Spôsob prenosu horúceho vzduchu 1
Obrázok 2 Spôsob prenosu horúceho vzduchu 1
Horúci vzduch na obrázku 2 vyfukuje z otvorov ohrievacej platne a prúd horúceho vzduchu nemá jasný smer, čo je dosť chaotické, takže efekt prenosu tepla nie je dobrý.
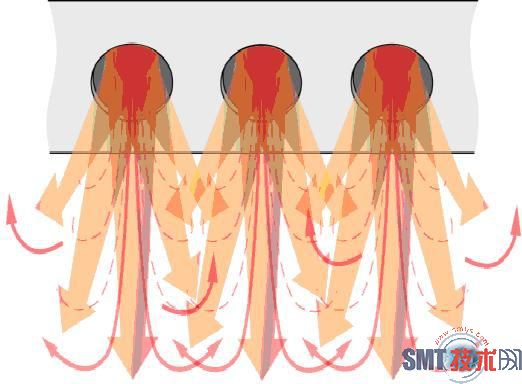
Konštrukcia na obrázku 3 je vybavená smerovými viacbodovými dýzami horúceho vzduchu, takže prúd horúceho vzduchu je koncentrovaný a má jasnú smerovosť.Účinok prenosu tepla takéhoto teplovzdušného ohrevu sa zvyšuje asi o 15% a zvýšenie účinku prenosu tepla bude hrať väčšiu úlohu pri znižovaní bočného teplotného rozdielu veľkých a malých zariadení s tepelnou kapacitou.
Návrh na obrázku 3 môže tiež znížiť interferenciu bočného vetra pri zváraní dosky plošných spojov, pretože prúd horúceho vzduchu má jasnú smerovosť.Minimalizácia bočného vetra môže nielen zabrániť odfúknutiu malých súčiastok, ako je 0201 na doske plošných spojov, ale aj znížiť vzájomné rušenie medzi rôznymi teplotnými zónami.
(1) Ovládanie rýchlosti reťaze
Riadenie rýchlosti reťaze ovplyvní bočný teplotný rozdiel dosky plošných spojov.Všeobecne povedané, zníženie rýchlosti reťaze poskytne viac času zahrievania pre zariadenia s veľkou tepelnou kapacitou, čím sa zníži bočný teplotný rozdiel.Ale koniec koncov, nastavenie krivky teploty pece závisí od požiadaviek spájkovacej pasty, takže neobmedzené znižovanie rýchlosti reťaze je v skutočnej výrobe nereálne.
(2) Ovládanie rýchlosti vetra a hlasitosti
Urobili sme taký experiment, pričom sme ponechali ostatné podmienky v pretavovacej peci nezmenené a len znížili rýchlosť ventilátora v pretavovacej peci o 30% a teplota na doske s plošnými spojmi klesla asi o 10 stupňov.Je zrejmé, že kontrola rýchlosti vetra a objemu vzduchu je dôležitá pre kontrolu teploty pece.
Čas odoslania: august-11-2020